Custom Flange - 3d printing, CAD, Sand Casting
-
BennVenn
- Posts: 488
- Joined: Fri Mar 04, 2016 10:35 am
- cars: R33 GTST, '60 Vw Bug, Express (4G63T), GW X200
- Location: Windellama, NSW
- Contact:
Re: Custom Flange - 3d printing, CAD, Sand Casting
A throttle body would be fairly easy to replicate. And by fairly easy, I'm talking a weekend or two to create all the patterns. Ramming the molds and pouring would be about an hour. Someone with a nice mill could finish it off in another hour or so. Then you have the issues with copyright etc..
-
vlad01

- Posts: 7807
- Joined: Mon Oct 08, 2012 6:41 pm
- cars: VP I S
VP I executive
VP II executive
VP II executive #2
VR II executive - Location: Kyneton, Vic
Re: Custom Flange - 3d printing, CAD, Sand Casting
not exactly sure what their design is like but be very similar to stock.
I would do it a bit differently as in full radius bell-mouths instead of the half assed factory shape.
An idea I though of is cutting off the top section and walls so only a nicely flat machined floor remains. Mill out a flange and weld to the perimeter of the floor.
Cast a top cover out of one piece with dual flanges for stock TBs similar tot he group A top section plenum cover. That would be the simplest way to make something that is decent and cast. Then you could go to the extra length to cast the bottom section so no cutting and welding is required. just machine faces, some holes drilled etc..

I would do it a bit differently as in full radius bell-mouths instead of the half assed factory shape.
An idea I though of is cutting off the top section and walls so only a nicely flat machined floor remains. Mill out a flange and weld to the perimeter of the floor.
Cast a top cover out of one piece with dual flanges for stock TBs similar tot he group A top section plenum cover. That would be the simplest way to make something that is decent and cast. Then you could go to the extra length to cast the bottom section so no cutting and welding is required. just machine faces, some holes drilled etc..
I'm the director of VSH (Vlad's Spec Holden), because HSV were doing it ass about.
-
immortality
- Posts: 3427
- Joined: Thu Apr 09, 2009 12:31 pm
- cars: VH, VN, VS, VX
Re: Custom Flange - 3d printing, CAD, Sand Casting
edit: Nice pic ^^^^^^ looks very familiar...... 
You wouldn't need to worry about the grooves for the O-ring type seal used to seal the plenum to the LIM as we all just use sealant anyway.
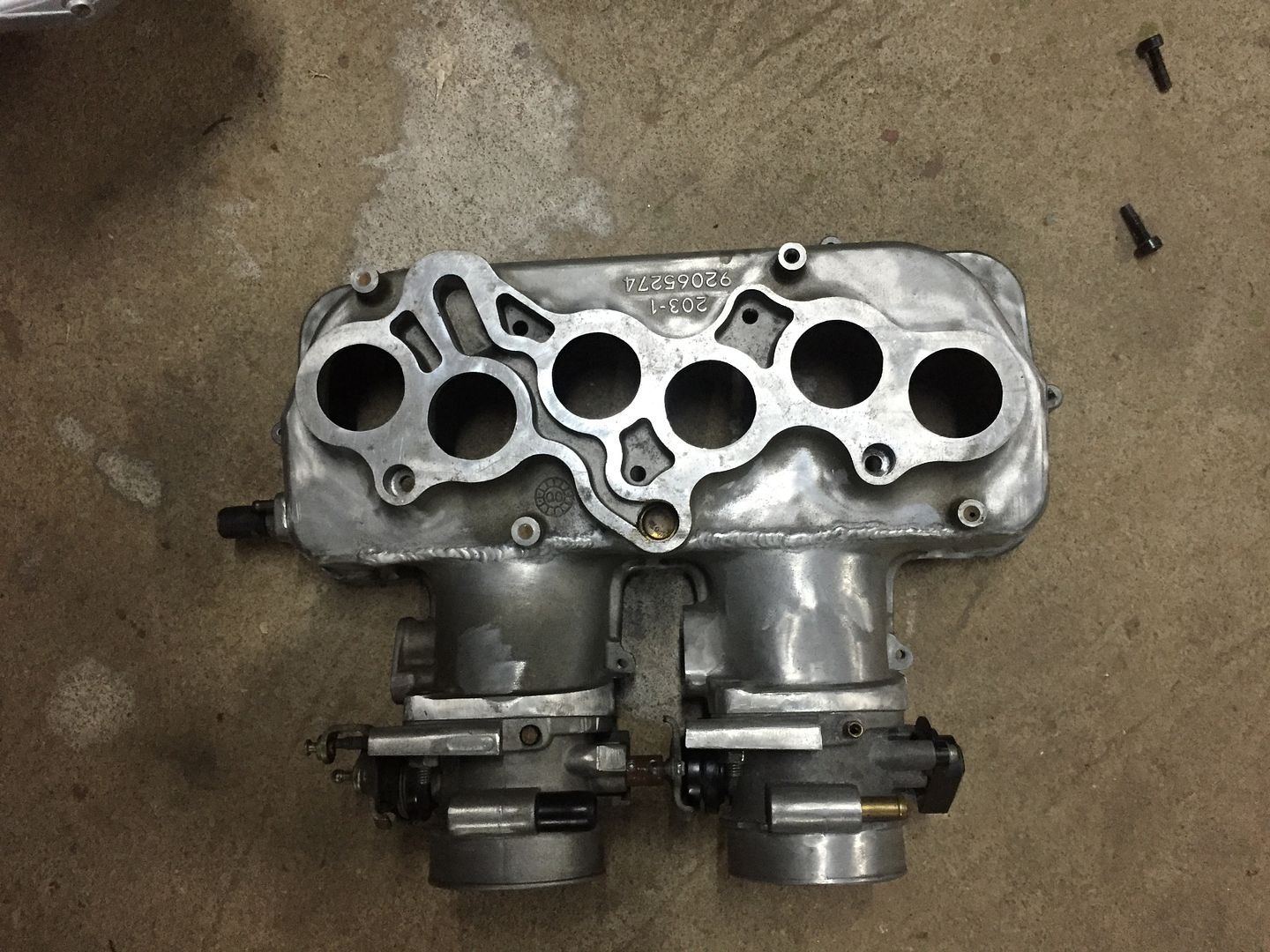
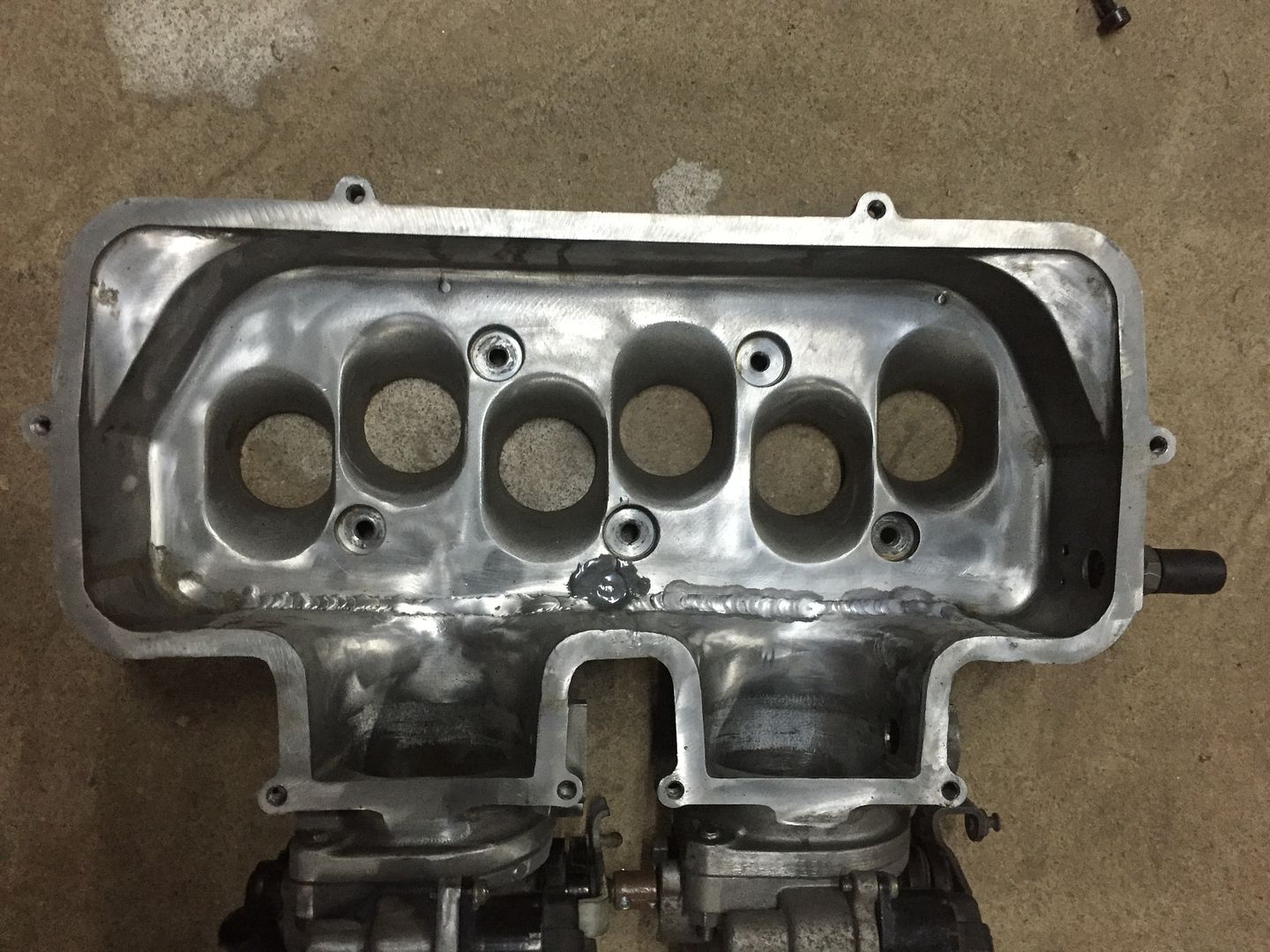
That picture in the link Vlad put up earlier as fairly much all there is to it. The V6 manifold comes in 2 parts, in this case you are only re-doing the plenum section of the manifold which only has runner entries and holes/flange on the side for the TB and top rail to bolt on a lid.BennVenn wrote:Shrinkage when casting is about 3-5% depending on the alloy. This is the main reason keeping you from a direct copy. You could add a mm or two using high build spray putty which would also provide the finish needed for making molds, while not destroying the master.
You could add ply to the flanges to bulk it up for the post casting machining.
And then, you still have the challenge of making the core boxes. I'm not sure what is inside that manifold, how complex it is. Is it straight through to the plenum? Is it curved like the 'banana' tuned intakes on the VK? There is no easy way to replicate their cores non-destructively.
In my experience, I generate my intakes by designing the cores first. Then in CAD it is simple enough to add wall thickness, flanges, bosses etc...
Does anyone have photo's of the actual manifold, inside and out?
You wouldn't need to worry about the grooves for the O-ring type seal used to seal the plenum to the LIM as we all just use sealant anyway.
-
yoda69
- Posts: 1215
- Joined: Sun Mar 15, 2009 10:20 am
- cars: 2004 VYII Acclaim Wagon V6 Auto LPG/Petrol
2004 VYII Berlina sedan V6 Auto
2005 VZ Monaro CV8 manual - Location: Geelong, VIC
Re: Custom Flange - 3d printing, CAD, Sand Casting
Could then design it to accept something like this
http://www.ebay.com/itm/BBK-GM-1992-199 ... Dk&vxp=mtr
They also do twin 65mm ones as well
http://www.ebay.com/itm/BBK-GM-1992-199 ... Dk&vxp=mtr
They also do twin 65mm ones as well
-
vlad01
- Posts: 7807
- Joined: Mon Oct 08, 2012 6:41 pm
- cars: VP I S
VP I executive
VP II executive
VP II executive #2
VR II executive - Location: Kyneton, Vic
Re: Custom Flange - 3d printing, CAD, Sand Casting
immortality wrote:That picture in the link Vlad put up earlier as fairly much all there is to it. The V6 manifold comes in 2 parts, in this case you are only re-doing the plenum section of the manifold which only has runner entries and holes/flange on the side for the TB and top rail to bolt on a lid.BennVenn wrote:Shrinkage when casting is about 3-5% depending on the alloy. This is the main reason keeping you from a direct copy. You could add a mm or two using high build spray putty which would also provide the finish needed for making molds, while not destroying the master.
You could add ply to the flanges to bulk it up for the post casting machining.
And then, you still have the challenge of making the core boxes. I'm not sure what is inside that manifold, how complex it is. Is it straight through to the plenum? Is it curved like the 'banana' tuned intakes on the VK? There is no easy way to replicate their cores non-destructively.
In my experience, I generate my intakes by designing the cores first. Then in CAD it is simple enough to add wall thickness, flanges, bosses etc...
Does anyone have photo's of the actual manifold, inside and out?
You wouldn't need to worry about the grooves for the O-ring type seal used to seal the plenum to the LIM as we all just use sealant anyway.
There plenum is better shaped that stock but similar. The lid I don't think is o ring'd ? be nice though.
From what I can tell the openings after the TB angle upward like stock too. Thats to induce tumble and reduce turbulence. I got all the TB measurements from Sam at some and I determined from them that the openings must angle up based on the casting.
I'm the director of VSH (Vlad's Spec Holden), because HSV were doing it ass about.
-
BennVenn
- Posts: 488
- Joined: Fri Mar 04, 2016 10:35 am
- cars: R33 GTST, '60 Vw Bug, Express (4G63T), GW X200
- Location: Windellama, NSW
- Contact:
Re: Custom Flange - 3d printing, CAD, Sand Casting
I had something far more complicated in mind. Looks easy enough. So just full diameter bellmouthes added? Twin tb flanges?


Re: Custom Flange - 3d printing, CAD, Sand Casting
I like yoda's idea...
According to chemistry, alcohol is a solution...
-
vlad01
- Posts: 7807
- Joined: Mon Oct 08, 2012 6:41 pm
- cars: VP I S
VP I executive
VP II executive
VP II executive #2
VR II executive - Location: Kyneton, Vic
Re: Custom Flange - 3d printing, CAD, Sand Casting
yoda69 wrote:Could then design it to accept something like this
http://www.ebay.com/itm/BBK-GM-1992-199 ... Dk&vxp=mtr
They also do twin 65mm ones as well
nah they need to be separated with separate intake tubes to get the resonance to work correctly. That is why the come TB is good as they are separate and are designed to have a intake flange bolted to the face of the TB. Theirs was a single adapter mounted to the face of the TB so air will go nuts with turbulence. I wanted to get one of these kits and piss of their adapter and have my own made with dual ram tubes tuned to the engine within constraints of the engine bay of course.
I'm the director of VSH (Vlad's Spec Holden), because HSV were doing it ass about.
-
immortality
- Posts: 3427
- Joined: Thu Apr 09, 2009 12:31 pm
- cars: VH, VN, VS, VX
Re: Custom Flange - 3d printing, CAD, Sand Casting
Stock plenum lid has a seal in it, I don't think the COME unit did as you could turn it over depending on how much volume you wanted.
If you cut and shut the side with the TB on it, add some extra meat when casting you could then mill the angle you want on it. You don't need to re-invent the wheel here and it's not like you're going to be making large runs of manifolds.
I don't think there were every any pics of the COME manifold showing the inside of the plenum.
If you cut and shut the side with the TB on it, add some extra meat when casting you could then mill the angle you want on it. You don't need to re-invent the wheel here and it's not like you're going to be making large runs of manifolds.
I don't think there were every any pics of the COME manifold showing the inside of the plenum.